





PCB市场为何能给激光企业带来增长动能?高功率纳秒紫外激光器有何优势?
2019年,激光加工市场规模增速进一步放缓,部分应用市场的成熟与红海竞争,也让相关企业面临经营压力增大、业绩下滑的困境,2020年的新冠肺炎疫情更是给激光企业的发展蒙上阴影。而在这样的环境下,OFweek激光网发现与PCB加工相关的激光市场却仍保持增长,在部分上市公司披露的数据中,PCB业务的订单成了支撑业绩增长的主要动力。PCB市场的发展情况如何?又为何能为激光企业带来巨大的增长动能呢?
PCB、FPC产业快速发展 市场增量巨大
PCB是印刷电路板(Printed Circuit Board)的简称,是电子工业的重要部件之一,几乎用于所有的电子产品,主要作用是实现各个元件之间的电气互连。PCB由绝缘底板、连接导线和装配焊接电子元件的焊盘组成,具有导电线路和绝缘底板的双重作用。其制造品质可直接影响电子产品的可靠性,是当今电子信息产品制造的基础产业,也是目前全球电子元件细分产业中产值最大的产业。
PCB的应用市场十分广泛,包括消费电子、汽车电子、通信、医疗、军工、航天等。目前消费电子和汽车电子发展快速,成了PCB应用的主要领域。长期以来,全球PCB产值主要集中在北美、欧洲及日本等地区,2000年后PCB产业重心开始向亚洲地区转移,尤以中国市场为最。2009年,中国大陆PCB产业产值约占全球的1/3,到2017年已达50.5%,占据全球PCB产值的半壁江山。

数据来源:Prismark、OFweek产业研究院
2019年,受贸易摩擦、终端需求下降和汇率贬值等影响,全球PCB产值略有下降,但中国市场受益于5G、大数据、云计算、人工智能、物联网等行业快速发展,成为2019年唯一成长的地区。Prismark数据显示,2019年中国PCB市场规模约329亿美元,占全球的53.7%。
而在消费电子的PCB应用中,FPC的发展速度最快,占PCB市场的比重不断提升。FPC 是柔性印刷线路板(Flexible Printed Circuit)的简称,是以聚酰亚胺(Polyimide,PI,工业界又称之为PI 覆盖膜)或聚酯薄膜为基材制成的一种具有高度可靠性,绝佳的可挠性印刷电路板,具有配线密度高、重量轻、厚度薄、弯折性好的特点。在当下移动电子产品智能化,轻薄化的趋势下,FPC凭借密度高、重量轻、厚度薄、耐弯曲、结构灵活、耐高温等优势被广泛运用,并成为目前满足电子产品小型化和移动要求的惟一解决方法。
快速发展的PCB市场培育了巨大的衍生市场。随着激光技术的发展,激光加工逐渐取代传统的模切工艺,成了PCB产业链的重要一环。因此在激光市场整体增速放缓的背景下,与PCB相关的业务依然能够保持较高增长。
激光在PCB、FPC加工的优势
激光在PCB上的应用主要包括切割、钻孔、打标等,尤以切割为主。与传统的模切工艺相比,激光切割属于无接触加工,无需价格昂贵的模具,生产成本大大降低;此外,传统工艺难以解决边缘有毛刺、粉尘、应力、无法加工曲线等一系列的问题,而激光在聚焦后光斑仅有十几微米,能够满足高精度切割和钻孔的加工需求,解决了传统工艺中遗留的一系列问题。这一优势正迎合电路设计精密化的发展趋势,是PCB、FPC、PI 膜切割的理想工具。
实际上,PCB激光切割技术在PCB行业中的应用起步较早,但早期采用CO2激光切割,热影响较大,效率较低,一直未能获得较好的发展,只在一些特殊领域(如科研、军工等)有所运用。随着激光技术发展,能在PCB行业应用的光源越来越多,也为实现激光切割PCB的工业化应用找到了突破口。
当前用在FPC、PI 膜切割的激光器主要为纳秒级固体紫外激光器,其波长一般为355nm。相对于1064nm 红外和532nm 绿光,355nm 紫外有更高的单光子能量,材料吸收率更高,产生的热影响更小,实现更高的加工精度。
从原理来看,脉冲激光切割材料可分为两种情况:一种是光化学原理,利用激光单光子能量达到或超过材料化学键键能,打断材料某些化学键来实现切割;另一种是光物理原理,当激光单光子能量低于材料化学键键能时,依靠聚焦光斑处非常高的能量密度,超过材料的气化阈值,从而瞬间气化材料,实现材料的切割。但实际在用紫外激光切割FPC或PI膜时,光化学和光物理切割原理同时存在。
下面以PI 膜为例讲解两种加工原理。常态下的C-C 键和C-N 键的键能分别为3.45eV 和3.17eV,而355nm 紫外激光的单光子能量为3.49eV,高于常态下C-C 键和C-N 键的键能,可直接破坏材料的化学键。(参考文献:张菲, 段军, 曾晓雁, 等. 355nm 紫外激光加工柔性线路板盲孔的研究[J]. 中国激光, 2009, 36(12):3143-3148.)
在光物理效应中,会有热量的产生和积累,材料温度不断上升。当 PI 材料温度高于600℃时,相对于C元素,N和O两种元素的比例会不断减小,最终材料中主要以C 元素为主,即材料发生碳化。材料吸收激光能量转化为热能的扩散距离公式 L=[4Dt]^1/2,其中D为材料热扩散率,t为激光脉宽。(参考文献:张鹏, 迟伟东, 沈曾民. 高温炭化对聚酰亚胺(PI) 薄膜结构与性能的影响[J].炭素技术, 2008, 27(6):10-12.)
由此可知,当材料一定时,激光脉宽越大,激光产生的热能在材料上的扩散距离越大,对材料的热损伤越大。因此脉宽越窄,加工效果越好。
20W/25W纳秒紫外激光器:更高功率,更优效果
前文提到,我国PCB产业受益于5G、大数据等新兴产业而快速发展,新产业、新技术的出现也对FPC、PI膜切割行业提出更高的要求。为了实现更少碳化和更快效率,激光器企业也在不断进行技术革新,不断探索更高频率、更窄脉宽、更高功率。
据了解,英诺激光于2019年在旧款AWAVE系列15W@50KHz纳秒紫外激光器的基础上,推出了新一代高频短脉宽纳秒紫外激光器FORMULA系列15W@50KHz,并于今年初将最高功率提升至25W,最高单脉冲能量超过500uJ。


图片来源:英诺激光
英诺激光的技术人员向OFweek激光网介绍说:“在推出FORMULA系列15W@50KHz之后,加工效果和效率比传统的AWAVE 15W @50KHZ有了很大改善,但对于很多应用,效率还是不够。现在新款激光器将功率提升至20W/25W,最高单脉冲能量也超过500uJ,这大大提高了很多材料的切割效率,使很多种材料的量产变的可能。”
新款高频短脉宽纳秒紫外激光器能给PCB加工带来怎样的改变呢?以下展示部分加工案例(以下图片由英诺激光提供):
金手指切割
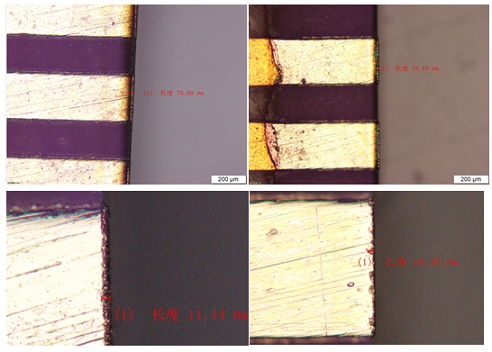
AWAVE 15W @50KHZ切割效果,有效速度:50mm/s(左)
FORMULA 15W @150KHZ切割效果,有效速度100mm/s(右)
在厚度为150um金手指切割对比中可见,与传统AWAVE系列激光器相比,FORMULA系列激光器的切割效果明显改善,切割效率也实现了100%的提升。
铜箔钻孔

正面(左) 反面(右)
在厚度为100um的铜箔上钻孔,20W FORMULA系列激光器的效率比15W提升了60%,达到250 mm/s。
PCB切割

正面未擦拭(左) 反面未擦拭(右)
厚度为400um的PCB切割,20W FORMULA系列激光器的效率比15W提升了50%,达到60mm/s。
FPC补强板切割
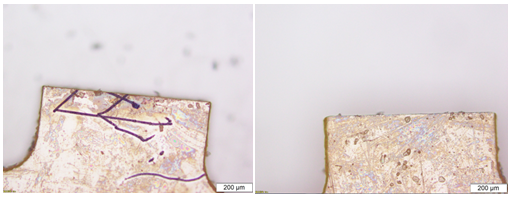
正面(左) 反面(右)
PI厚度为100um的FPC补强板切割,20W FORMULA系列激光器的效率比15W提升了60%,达到250 mm/s。

正面(左) 反面(右)
厚度为130um的FPC补强板切割,20W FORMULA系列激光器的效率比15W提升了40%,达到140 mm/s。

 分享
分享
图片新闻








最新活动更多
-
限时免费立即试用>> 燧石技术,赋光智慧,超越感知
-
7月30-31日报名参会>>> 全数会2025中国激光产业高质量发展峰会
-
7.30-8.1马上报名>>> 【展会】全数会 2025先进激光及工业光电展
-
精彩回顾立即查看>> 筑梦启光 砺行致远 | 新天激光数字化产研基地奠基仪式
-
精彩回顾立即查看>> 抗冻不流汗——锐科激光『智能自冷却激光器』重磅发布
-
精彩回顾立即查看>> 宾采尔激光焊接领域一站式应用方案在线研讨会
推荐专题

先进激光技术应用峰会暨“维科杯”年度评选颁奖典礼")

中国先进激光技术应用峰会会后专题")



发表评论
请输入评论内容...
请输入评论/评论长度6~500个字
暂无评论
暂无评论