





锐科激光告诉你:提高激光切割与焊接质量的关键因素
第二个概念是大家平时经常忽略的关键词——亮度。高博士解释说:“光纤激光器属于高亮度激光器,所以亮度这个概念非常重要。实际上在激光加工领域,最重要的因素不是功率,而是功率密度和能量密度,为此我们引入了光斑大小的概念。而光斑大小决定了激光切割的缝宽。如果懂得了这个原理,那么即便更换100个切割头,焦点位置都不一样,也可以知道在什么光斑位置下切出来的板是最好的。”
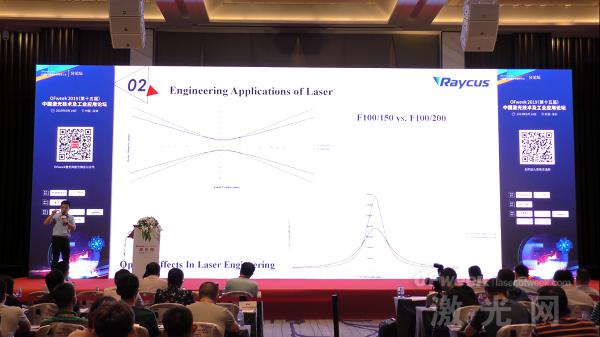
随后,高博士展示了市面上常见的两款切割头的光斑变化图(离焦量均取-15~+15)。从图上可见,M1.5的切割头在束腰范围内光斑更小,但离焦量越大则光斑越大。为此高博士表示:“当离焦量更大的时候,M2.0切割头的光束更窄,因此M1.5的切割头在薄板加工具有优势,但M2.0切割头则在加工厚板或功率更高时优势更明显。因为这不仅可以抑制喷嘴发热现象,还能获得更好的锥度。”
提高激光切割与焊接质量的关键因素
高博士认为:“激光切割有四点非常重要,分别是:更好的材料、更好的喷嘴、更好的工艺、更好的激光器和光束质量。”其中关于喷嘴,他重点介绍了Laval超高速喷嘴。传统喷嘴对切割头距离要求较高,切割头高度越高,气流变化越紊乱,通常设置为0.5mm-2mm。而Laval喷嘴可在切割头高度0-6mm范围内均保持稳定的出气气流,端面效果也更好。

随后,高博士还提到了氧气切割。他表示:“如果懂得计算方法的话,氧气切割时,把铁开口需要的激光功率加上氧气所提供的功率,才是加工中最精确的功率。而通过对喷渣速度的计算,也可以反向推出最佳的切割速度。”
随着激光加工走向高功率时代,激光加工的要求也逐渐发生变化。高博士用“三高”总结了当下市场对激光加工的要求:“高功率、高速度、高质量” 。高博士表示:“功率增加的作用首先体现在切割速度提高,速度提高意味着效率提高,而效率提高则意味着收益由此提高。”
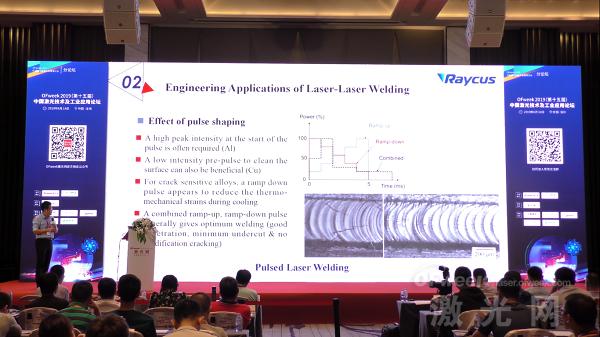
关于激光焊接,高博士介绍了波形可调对激光焊接效果的重要影响。高博士认为:“对热敏材料而言,使用上升沿波形效果不好,但对温度敏感度较低的材料而言,上升沿波形则能起到好的效果,因此组合式波形焊接效果最好。此外,对铜铝焊接及金属-塑料焊接而言,不同的叠放次序所适配的波形也不相同。”

 分享
分享
图片新闻








最新活动更多
-
限时免费立即试用>> 燧石技术,赋光智慧,超越感知
-
7月30-31日报名参会>>> 全数会2025中国激光产业高质量发展峰会
-
7.30-8.1马上报名>>> 【展会】全数会 2025先进激光及工业光电展
-
精彩回顾立即查看>> 筑梦启光 砺行致远 | 新天激光数字化产研基地奠基仪式
-
精彩回顾立即查看>> 抗冻不流汗——锐科激光『智能自冷却激光器』重磅发布
-
精彩回顾立即查看>> 宾采尔激光焊接领域一站式应用方案在线研讨会
推荐专题

先进激光技术应用峰会暨“维科杯”年度评选颁奖典礼")

中国先进激光技术应用峰会会后专题")



发表评论
请输入评论内容...
请输入评论/评论长度6~500个字
暂无评论
暂无评论