





激光热透镜效应的改善和解决办法
随着光纤激光器在工业加工领域的应用范围不断扩展,高功率光纤激光器也有了更大的需求。在更高功率的激光器应用中,就会出现一系列新问题,从而影响激光加工的稳定性,比如热透镜效应。
一、什么是热透镜效应
由于光学元件质量差、脏污、损坏等原因造成对激光吸收率增大,光学元件受激光束连续较长时间照射后,温度升高产生热变形,进而引起透过型光学元件的折射率和反射型光学元件的反射方向发生变化。热透镜效应会改变激光焦点(束腰)的位置,进而影响应用效果。
由于透过型光学元件对激光吸收率更高,温度上升更大,因此热透镜效应更明显。接下来主要针对不同激光应用设备中,易出现热透镜问题的光学元件做分析。
二、热透镜效应在激光应用中的影响
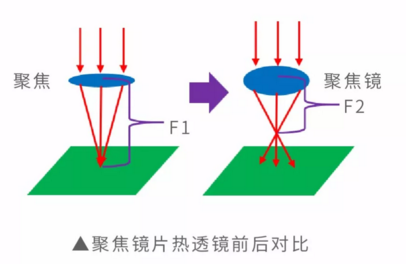
功率越高、加工高反材料,光学元件受热膨胀越迅速,热透镜越明显;产生热透镜效应时,光学元件受热膨胀,出现聚焦能力变强,聚焦光斑尺寸变小,焦距和焦深变短现象。
这些现象的产生,最终会造成激光加工不稳定,影响激光加工效果。
1、对打标的影响
(1)氧化铝打黑:发生热透镜效应时,焦距变短,材料表面能量密度降低,氧化铝打不黑,严重时出现中心和边缘效果黑度不一致现象。
(2)金属深雕:金属深雕一般使用焦距(焦深)短的场镜,当高功率深雕时,由于热透镜效应,材料处能量密度迅速下降,造成金属打不深。由于光学元件中心比边缘膨胀大,出现中心浅,四周深现象(深度不一致)。
(3)薄片切割:根据不同的材料,脉冲光纤激光器切割薄片通常采用单次慢速或多次快这两种方法。热膨胀与冷却回缩可以在很短时间(<1S)内发生,因此切割时出现起始位置可以切穿,其它位置切不穿材料。
2、对焊接的影响
(1)金属薄片点焊:对于高功率光纤激光器点焊金属薄片,热透镜效应会造成焊点大小不一致,焊接不牢固性,拉拔力不够。
(2)金属连续焊:连续光焊接金属相对于切割,反射率更高。高功率焊接时,热透镜效应会造成焊接前部分正常,后部分焊接深度浅或完全焊不透。焊接铝和铜高反材料,热透镜效应更明显。

3、对切割的影响
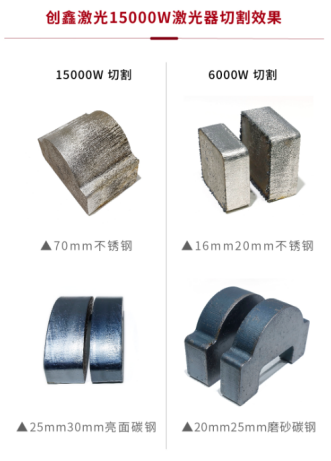
(1)不锈钢切割:不锈钢切割时,热透镜效应会造成切割面不一致,挂渣越来越多,甚至出现切割不断问题。
(2)碳钢切割:碳钢切割时,热透镜效应会造成底部熔渣越来越多,切割不断问题。

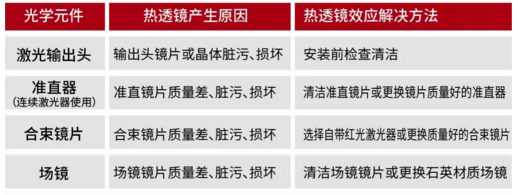
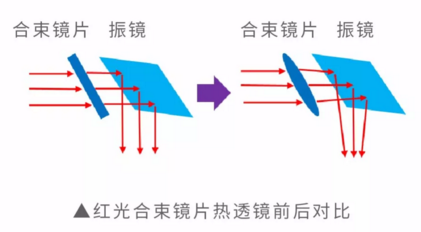
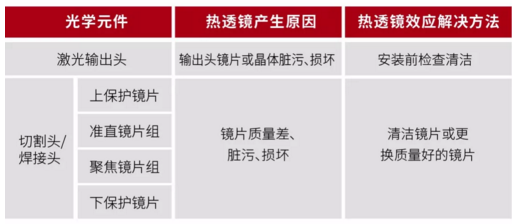
三、热透镜效应解决办法
1、振镜头加工设备不同光学元件镜片产生热透镜效应的解决方法:


2、切割头/焊接头加工设备不同光学元件镜片产生热透镜效应的解决方法:
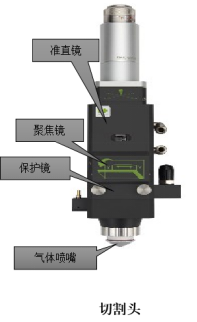

切割头、焊接头图片来自嘉强


 分享
分享
图片新闻








最新活动更多
-
4月30日立即报名>> 2026光学行业应用创新发展蓝皮书火热招编中!
-
即日-4.30立即下载>>> 【限时下载】《2025激光行业应用创新发展蓝皮书》
-
5月30日立即报名>> 2026激光行业应用创新发展蓝皮书火热招编中!
-
即日-5.31立即申报>>> 维科杯·OFweek 2026光学行业年度评选
-
5月31日立即申报>>> 维科杯•OFweek 2026激光行业年度评选
-
7月15-16日报名参会>>> OFweek 2026中国激光产业高质量发展峰会
推荐专题

先进激光技术应用峰会暨“维科杯”年度评选颁奖典礼")

中国先进激光技术应用峰会会后专题")
- 1 德擎光学的焊中检测新解法:OCT+光电融合方案将亮相慕尼黑上海光博会
- 2 都2026年了,还在争辩激光雷达美丑,有意义吗?
- 3 破界敢为·向新而行!锐科激光2026新品发布会燃爆光博会
- 4 UWB在汽车上的新用途:从“数字钥匙”到“安全雷达”
- 5 中国激光的底气是什么?未来又在哪?
- 6 2026光学技术大会PHOTONICS CONGRESS CHINA完整议程公布!
- 7 开春来深圳看全球先进精密制造!2026 ITES深圳工业展即将启幕
- 8 雨雾天下毫米波雷达与激光雷达谁更具优势?
- 9 调频连续波(FMCW)为什么是自动驾驶激光雷达的未来?
- 10 观展攻略 2026慕尼黑上海光博会恭候您的光临



发表评论
登录
手机
验证码
手机/邮箱/用户名
密码
立即登录即可访问所有OFweek服务
还不是会员?免费注册
忘记密码其他方式
请输入评论内容...
请输入评论/评论长度6~500个字
暂无评论
暂无评论