





光纤激光器发展路线:能否从功率至上走向亮度为王?
高亮度激光有何意义?优势何在?
过去十年间,光纤激光器借助金属切割落料这一粗放型市场快速增长。在这种粗放型增长过程中,高功率带来的高能量作用远大于高亮度,一方面在于更高的能量是熔融更厚金属的前提,另一方面在于厚板切割需要辅助气体排出熔渣,光束质量较差的光能产生较宽的割缝,利于厚板提速。因此这个阶段应用层面对提高激光亮度的需求并不明显。
随着国家产业升级和需求升级,高端制造业的发展对激光加工提出了更高要求,这也为高亮度激光器带来了更多发挥的空间。目前大家对高亮度激光器的认知普遍集中在“切薄板飞快,切厚板速度无优势”,实际上高亮度激光器的应用空间远不止此。
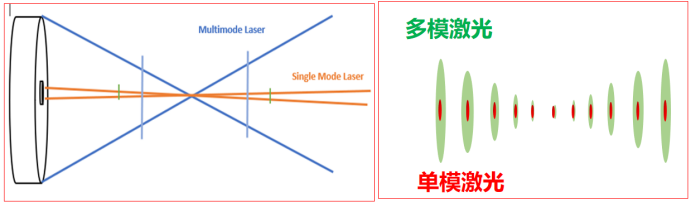
从激光的特性来看,在同等功率条件下,经过相同的光学系统聚焦后,高亮度激光焦点处光斑更小,能量密度更高。因此,高亮度激光在薄板切割时速度更快。除此之外,由于高亮度激光焦点处能量密度极高,在高反材料切割上有明显优势。例如,过去人们总说光纤激光器无法切割高反材料,实际上是因为过去的激光器光束质量差,亮度低(3000W激光器M2=5,相对亮度Lr为1.2)。而当亮度提升之后(大科激光将3000W激光器M2优化到1.2,相对亮度Lr=20,提高16倍),同样的3000W功率可以轻松实现黄铜紫铜切割,其中4mm紫铜切割速度可达3.5m/min。
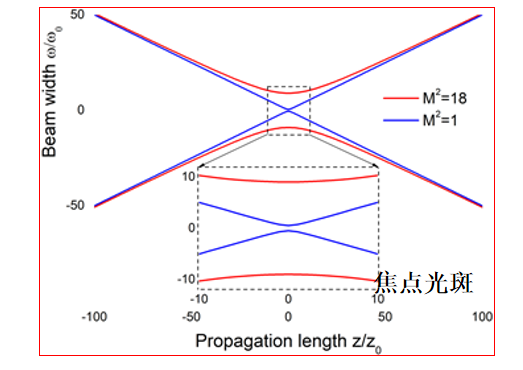
前面的例子是相同的光学系统产生不同的焦斑大小及能量密度。而若通过不同的光学系统使得二者焦点光斑大小一致,此时可以发现高亮度激光的发散角更小,准直区域更长,瑞利距离更大。尽管这样的特性在中厚板加工速度上没有优势,但却能够显著降低端面锥度,减小热影响区改善切割质量,在对锥度、质量要求更高的场景有着重要作用。
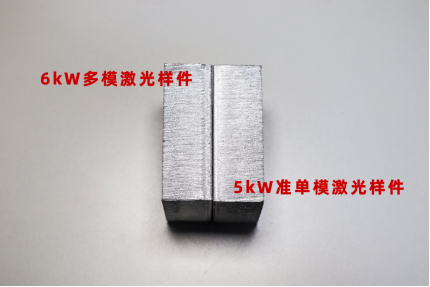
为证实上述理论,OFweek激光网联合大科激光实验室分别用5kW准单模激光器和6kW多模激光器进行了切割实验。该实验采用相同的切割头,切割材料是厚度20mm的铝合金。所用光源是匹配大幅面切割应用、可支持20m长度QBH输出的5kW准单模激光器(M2因子实测为2.38,相对亮度Lr=8.83),及6kW多模激光器(M2因子是11.1,相对亮度Lr=0.49)。

经实测,5kW准单模样件的顶面切缝宽度是611μm,底面切缝宽度是222μm,对应的锥度(上下表面切缝差除以样品厚度)为0.01945。6kW多模样件的顶面切缝宽度是1012μm,底面切缝宽度是348μm,对应的锥度是0.0332。由此可知,6kW多模激光样品的切缝宽度是5kW准单模激光样品的1.65倍,锥度是5kW准单模激光的1.7倍。对比以上结果可以得出,提升亮度可以获得更窄的切缝和更小的锥度,意味着采用高亮度激光器切割将大幅度减少材料浪费。
同时,得益于稳定的光斑,5kW准单模激光的切缝均匀度明显优于多模激光,对应的切面具有更佳的平整度和光亮度。需要特别指出的是,本次切割实验所用的切割头并非为准单模激光器专门设计,未能达到准单模激光器应有的最佳切割效果,如果能针对性地设计切割头,样件的锥度将能被更大幅度优化。

 分享
分享
图片新闻








最新活动更多
-
限时免费立即试用>> 燧石技术,赋光智慧,超越感知
-
7月30-31日报名参会>>> 全数会2025中国激光产业高质量发展峰会
-
7.30-8.1马上报名>>> 【展会】全数会 2025先进激光及工业光电展
-
精彩回顾立即查看>> 筑梦启光 砺行致远 | 新天激光数字化产研基地奠基仪式
-
精彩回顾立即查看>> 抗冻不流汗——锐科激光『智能自冷却激光器』重磅发布
-
精彩回顾立即查看>> 宾采尔激光焊接领域一站式应用方案在线研讨会
推荐专题

先进激光技术应用峰会暨“维科杯”年度评选颁奖典礼")

中国先进激光技术应用峰会会后专题")



发表评论
请输入评论内容...
请输入评论/评论长度6~500个字
暂无评论
暂无评论