





7.30-8.1 全数会2025(第六届)机器人及智能工厂展
火热报名中>>
超高速激光熔覆工艺优化技术探讨
表面涂层技术,是防护机械设备机器及相关重要零件表面腐蚀、磨损等失效的最重要和最基本手段。虽然传统的涂层制备技术如电镀、热喷涂、堆焊等方法在各个工业领域中有大量应用,但也各有局限性。激光熔覆技术虽然因具有清洁绿色和涂层品质优异的特点而被认为极具潜力,但是传统激光熔覆技术的粉末利用率低、总体加工效率低、涂层及其零件精度低等不足制约了其大规模推广应用。

超高速激光熔覆技术
超高速激光熔覆,德文缩写为EHLA,英文为Extreme High Speed Cladding,是由德国弗劳恩霍夫激光技术研究所(Fraunhofer ILT)研发的一种用于涂层的修复金属部件的工艺。

亚琛联合科技作为Fraunhofer ILT的孵化企业,率先将超高速激光熔覆技术引进中国市场,与Fraunhofer ILT紧密合作对超高速激光熔覆进行技术产业化升级,不断完善工艺水平,提升其核心部件的功能性,如送粉喷嘴的耐用性、送粉精度、高送粉量、粉末利用率等。在Fraunhofer ILT原有高精度同轴送粉喷嘴的基础上进行改型,正式推出高效、高汇聚性送粉喷嘴,送粉效率可达5kg/hr以上,粉末利用率高达95%。而其特殊的模块化设计,大大降低了使用成本,使损耗件的更换变得异常简单,同时保证了工艺的可重复性,喷嘴尺寸也可根据维修位置进行灵活调整。新开发的超高速激光熔覆加工头,通过特殊的光路调节系统设计,实现光-粉在空间的最理想交互,使得粉末熔化更加稳定、能量利用更加高效。

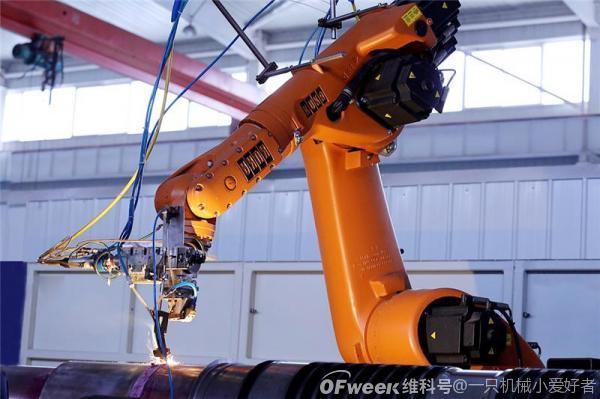
超高速激光熔覆设备其主要由光纤激光发光器、送粉器、激光熔覆头、气体供应系统、冷却系统、工业机器人及高精度高速机床组成。光纤激光发生器为熔覆过程输出稳定的激光,提供所需热量;送粉器控制粉末均匀输送至激光熔覆熔池区域,提供填充材料;激光熔覆头是整套装备的核心部件部分,整合由光纤激光器输入的激光和送粉器供给的粉末从而实现激光与粉末同轴输出。气体供应系统为送粉提供动力,保证粉末连续稳定送进,以及为激光熔覆头光路系统提供保护气体,防止粉尘污染组合镜片导致激光能量输入受影响。工业机器人可搭载激光熔覆头在空间自由移动,通过数控编程技术控制机器人,可提高激光熔覆的加工精度和柔性,满足复杂平面加工的需求。高精度高速机床可夹持加工零件在空间位移,在数控编程系统的控制下,实现工件高速运动和位置变换。
超高速激光熔覆两大突出技术特点为高效率和高精度,主要依靠整套熔覆设备的运动机构保证。一方面,采用数控机床作为工件移动机构,可以保证工件与热源之间能够高速移动,从而获得较高的加工效率。另一个方面,激光束流的可达性和方向性好,从而保证了加工的精度。但是激光熔覆热量辐射对于距离的变化非常敏感,激光熔覆头到工件表面的距离变化直接决定了所制备涂层的质量。尤其熔覆复杂曲面时,虽然普通数控机床的控制精度可以满足加工精度的需求,但数控机床的编程操作不够便利。为了进一步简化编程控制,可以采用编程数控机器人作为激光熔覆头移动机构,从而实现柔性加工,提高加工精度,保证复杂工件涂层制备的质量。

传统激光熔覆,由于加工过程中大部分热量被基体吸收而损失,同时加工速度较慢,容易导致粒子熔化不充分和气孔夹杂等加工缺陷。因此,在激光加工完成后一般需要对涂层进行激光重熔,以便消除涂层内部产生的缺陷。

超高速激光熔覆热量利用率高,制备的涂层内部几乎无孔洞、裂纹等缺陷,且表面光洁度好。因此,采用超高速激光熔覆技术制备的涂层可以直接进行后续磨抛精加工,不必采用粗加工处理,材料利用率高,加工成本低,能够满足高端装备表面强化和功能化等众多需求,适合工程化推广应用。

 分享
分享

图片新闻








最新活动更多
-
7.30-8.1火热报名中>> 全数会2025(第六届)机器人及智能工厂展
-
7月30-31日报名参会>>> 全数会2025中国激光产业高质量发展峰会
-
7.30-8.1马上报名>>> 【展会】全数会 2025先进激光及工业光电展
-
免费参会立即报名>> 7月30日- 8月1日 2025全数会工业芯片与传感仪表展
-
精彩回顾立即查看>> 锐科激光《锐见·前沿》系列前沿激光应用工艺分享
-
精彩回顾立即查看>> 维度光电·引领光束质量分析应用全新浪潮【免费下载白皮书】
推荐专题

先进激光技术应用峰会暨“维科杯”年度评选颁奖典礼")

中国先进激光技术应用峰会会后专题")














发表评论
请输入评论内容...
请输入评论/评论长度6~500个字
暂无评论
暂无评论