





7.30-8.1 全数会2025(第六届)机器人及智能工厂展
火热报名中>>
新技术助力激光玻璃焊接实用化
超短脉冲激光器结合精妙的自聚焦技术提供了所需的质量和工艺可靠性,使激光玻璃焊接应用到批量生产中成为可能。玻璃独特而优异的特性使其广泛应用于生物医学、微电子等不同领域的各种高科技产品中。我们以前已经介绍了它给制造商所带来的挑战,特别是在大批量、精密玻璃切割领域。它还带来了键合方面的困难,包括将单个玻璃组件焊接在一起,以及将玻璃焊接到金属和半导体等其他材料上。
融为一体
所有用于焊接玻璃的传统方法都难以为经济高效的批量生产提供所需的精度、键合质量和生产速度。例如,粘合剂键合是一种经济的方法,但会在零件上残留胶材,甚至需要脱气。
介质焊接是将粉末材料放在接触点处,然后将其熔化以完成键合。无论这种熔化是通过烘箱还是激光实现,都会有大量热量被泵入零件中。这对于微电子设备和许多医疗器械都是一个问题。
离子键合是一种巧妙的方法,可提供极高的键合强度。两片崭新且极其平坦的玻璃表面被压在一起,并通过分子键真正融合在一起。但是,要在生产环境中执行此操作并不现实
激光玻璃焊接
那么,激光焊接呢?玻璃有许多非常有用的特性,比如极高的熔点、透明性、脆性和机械刚性,但同时也给激光焊接带来了很多困难。因此,用于焊接金属和其他材料的典型工业激光器和方法并不适用于玻璃。
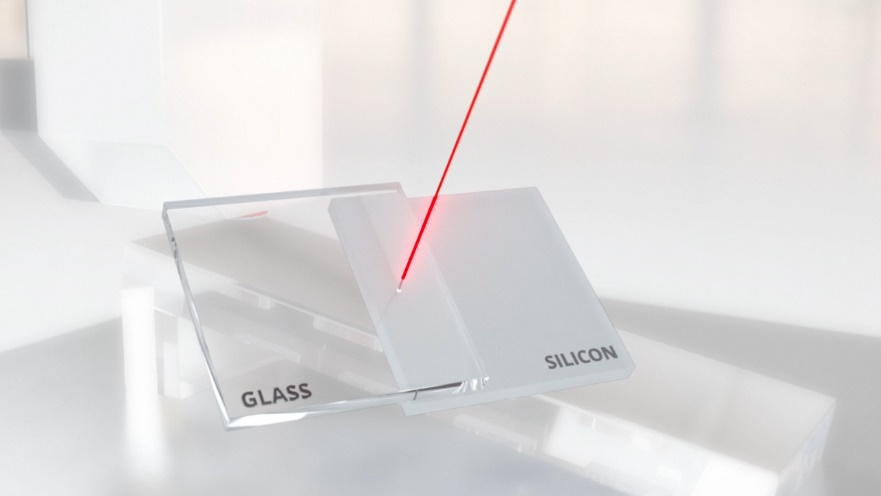
就像精密玻璃切割一样,其秘诀在于使用红外波长超短脉冲(USP)激光器。玻璃在红外线中是透明的,因此聚焦的激光束可以直接穿过它,直到聚焦光束变窄并变得集中以致触发“非线性吸收”。这种“非线性吸收”只会发生在具备高峰值功率的超短脉冲激光中,而无法使用其他类型的激光来完成同样的事情。
所以,在激光束焦点周围非常小的区域(通常直径小于几十微米)内,玻璃吸收激光并迅速熔化。该聚焦光束沿着所需的焊接路径进行扫描,以完成键合,就像其他形式的激光焊接一样。
USP 激光玻璃焊接方法具有三个主要优势。
首先,它会产生一种牢固的键合,因为被焊接的两种材料都部分熔化,然后再凝固在一起形成焊缝。而且,该工艺同样适用于将玻璃与玻璃、玻璃与金属以及玻璃与半导体粘结起来。
其次,在该工艺中,仅有极少的热量进入部件中,最多在几百微米宽的区域内产生这种热量。这允许将焊缝放置在非常靠近电子电路或其他热敏组件的位置,这为设计人员和制造商提供了更大的自由度,并支持更出色的产品小型化设计。
最后,如果 USP 激光玻璃焊接实施得当,则不会在焊缝周围产生微裂纹。微裂纹会降低玻璃的机械强度。此外,经过温度周期变化(这对所有事情来说都是不可避免的)后,微裂纹可能会成为设备最终故障的根源。
相干公司将 USP 激光玻璃焊接投入实用
USP 激光玻璃焊接的优势源于玻璃仅在很小的体积内被加热。但这也给实际操作带来了挑战。这意味着,即使部件移动,激光对焦位置也必须非常精确地保持在两个焊接组件之间的接口处。因为现实世界的部件并不是完全平坦的,所以这很难实现。此外,在焊接系统中部件放置的位置可能并不完全契合。
一种解决方案是使用轴向拉长的焦点。这会“延展”激光束焦点的尺寸以解决位置敏感性问题。但是,这种方法的缺点在于,拉长的光束焦点会在玻璃中产生一个具有非圆形横截面的熔池。当玻璃在熔化区凝固时,非圆形熔池更容易形成微裂纹。
相干公司采用另一种方法实现无微裂纹的焊接效果,并能同时适应工艺中接口距离的重大变化。其秘诀在于,结合高动态聚焦技术,利用高数值孔径(NA)光学器件产生小的焦点光斑。
因此,相干公司的激光系统实现了高球面度的熔池,从而避免了微裂纹。它还会感应接口距离并不断调整光学器件,从而始终保持完美聚焦。其结果是,几乎在任何形状的部件上都能保证高质量焊接,并且该工艺不受部件公差和位置的影响。

 分享
分享

图片新闻








最新活动更多
-
7.30-8.1火热报名中>> 全数会2025(第六届)机器人及智能工厂展
-
7月30-31日报名参会>>> 全数会2025中国激光产业高质量发展峰会
-
7.30-8.1马上报名>>> 【展会】全数会 2025先进激光及工业光电展
-
免费参会立即报名>> 7月30日- 8月1日 2025全数会工业芯片与传感仪表展
-
精彩回顾立即查看>> 维度光电·引领光束质量分析应用全新浪潮【免费下载白皮书】
-
精彩回顾立即查看>> 燧石技术,赋光智慧,超越感知
推荐专题

先进激光技术应用峰会暨“维科杯”年度评选颁奖典礼")

中国先进激光技术应用峰会会后专题")














发表评论
请输入评论内容...
请输入评论/评论长度6~500个字
暂无评论
暂无评论