





7.30-8.1 全数会2025(第六届)机器人及智能工厂展
火热报名中>>
万瓦级激光切割装备及技术
近年来,我国高铁、核电、船舶、石油化工及航天航空等领域的高速发展,对激光切割加工装备和工艺技术提出了更高的需求,总的趋势是向功率更高、速度更快、幅面更大、切割更厚、断面更亮、更平直的方向发展。当下激光产业的发展越来越有活力,光纤激光器的功率技术和与之相适应的光学元器件技术不断取得突破,势必推动激光切割机的装机功率不断攀升。

在高功率激光加工领域耕耘近30年的领创公司,在不断积累装备制造和加工工艺经验的基础上,成功攻克若干关键技术难题,在国内率先推出10kW和12kW“爱可宝”系列激光切割机,批量投放国内外市场后,引起行业同仁广泛关注,笔者特在此深度解析该系列万瓦级激光装备所突破的关键技术,分享给大家以供参考。
可靠稳定的光源技术
激光装备功率要突破万瓦级,首先需实现可靠稳定的光源技术。在激光切割领域,目前主流激光光源的制造商是美国IPG和德国通快,可将12kW的激光功率耦合进100μm的光纤内,其核心技术是耦合技术、封装技术、热应力管理、散热管理、光谱控制及光斑控制,IPG光源模块目前有500W、700W、1000W和1500W,近期将推出2000瓦/模块,通过增加单一模块的冗余量实现长期稳定的功率输出;通快碟片激光器则通过功率闭环控制,其每个模块只有1000W一种。不管何种光源,其用于切割工艺方面的光束质量BPP值一般不能大于8mm·mrad,电光转换效率不小于30%。
光束传导技术
解决光束传导技术难题对实现万瓦级激光装备也极其重要。由于受到光学加工能力限制,很难加工出整形效果好、衍射极限高的光学元器件,一定程度上制约了大功率激光传输技术的发展,如何提升光学端面抛光技术、提高衍射效率高的光学器件制备能力是未来超高功率激光发展和应用的挑战。万瓦级功率激光从100μm的光纤芯径内射出,其功率密度之大可想而知,一般而言,激光传导经过的路径由光纤端面镜、QBH或QD接口、准直扩束镜组、变焦系统、聚焦镜和下保护镜等组成,鉴于超高的功率密度,对所有上述路径上的光学镜片提出严苛的洁净度和温升要求,整个光路必须严格密闭,不得与外界有介质交换,而且须在洁净空间内安装和清洁光学器件,另外各环节冷却回路的压力、流量、水流进出顺序及水温同样重要,确保切割加工过程中温度保持相对恒定。通常来说,激光切割必须先有起刀孔,尤其是切割厚板材料时,穿孔质量十分重要,优良的穿孔是保证光束和气流稳定的基础,对万瓦级激光切割而言,变焦穿孔技术是通过伺服电机控制扩束镜组与聚焦镜的相对距离,实现聚焦光斑正负离焦量的变化,切割不锈钢、铝及铝合金、黄铜及紫铜需要负离焦,厚度越大,负离焦越深(图1)。采用伺服控制“双凸—双凹—双凸”ZOOM镜组,实现分级或无级调焦(图2),高速动态变焦穿孔,实现割缝断面无斜度切割。采用光束整形技术、模式自动变换控制技术、能量密度微积分技术,实现大厚度不锈钢及高反射材料的“亮面切割”。
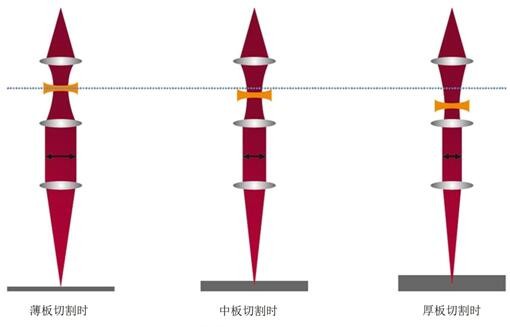
图1 切割厚板光腰变长

 分享
分享

图片新闻








最新活动更多
-
5月22日立即预约>>> 宾采尔激光焊接领域一站式应用方案在线研讨会
-
7.30-8.1火热报名中>> 全数会2025(第六届)机器人及智能工厂展
-
7月30-31日报名参会>>> 全数会2025中国激光产业高质量发展峰会
-
7.30-8.1马上报名>>> 【展会】全数会 2025先进激光及工业光电展
-
免费参会立即报名>> 7月30日- 8月1日 2025全数会工业芯片与传感仪表展
-
精彩回顾立即查看>> 锐科激光《锐见·前沿》系列前沿激光应用工艺分享
推荐专题

先进激光技术应用峰会暨“维科杯”年度评选颁奖典礼")

中国先进激光技术应用峰会会后专题")
-
4 智驾没有理想主义














发表评论
请输入评论内容...
请输入评论/评论长度6~500个字
暂无评论
暂无评论